L'électrodéposition :
un procédé additif de très haute précision
un procédé additif de très haute précision
Comment fonctionne le procédé d'électrodéposition ?
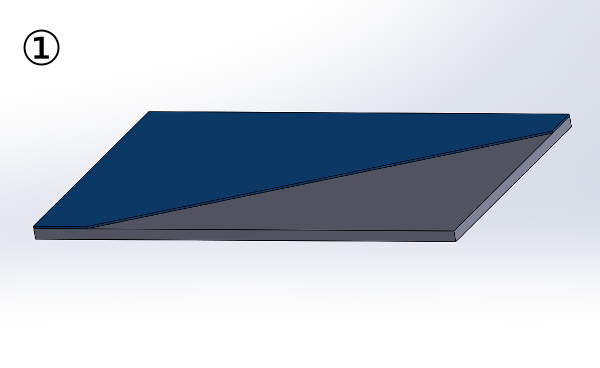
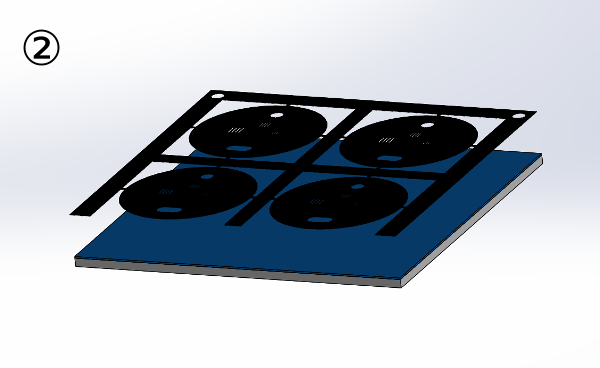
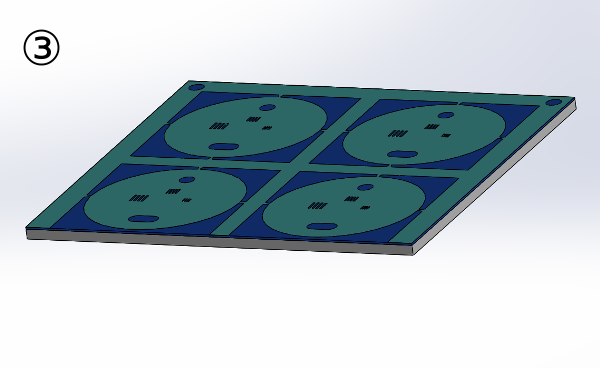
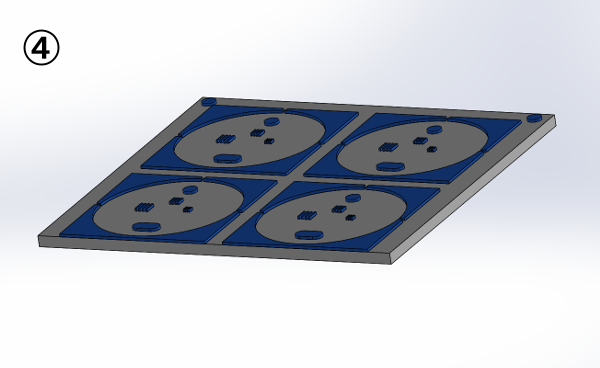
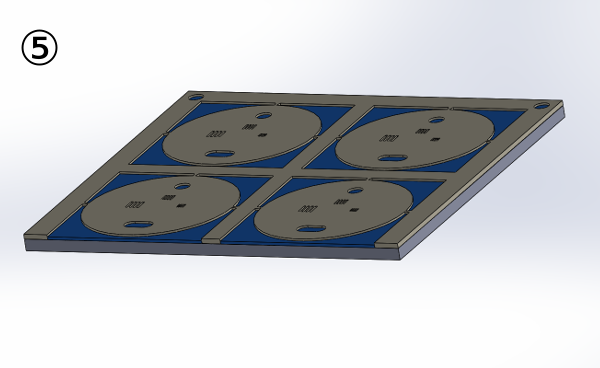
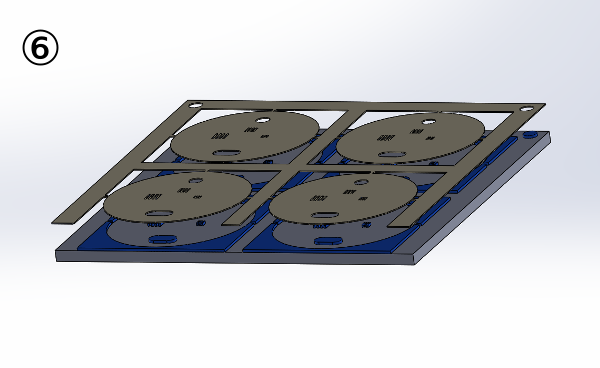
Une matrice est recouverte d'un matériau photosensible ➀. L'image des pièces à fabriquer est transférée au travers d'un outillage photographique sur la matrice par une opération d'insolation ➁ ➂ . Après développement de cette image ➃, une électrolyse permet de faire migrer les atomes de la matière retenue pour constituer les pièces à fabriquer ➄. Ces pièces sont ensuite décollées de la matrice ➅.
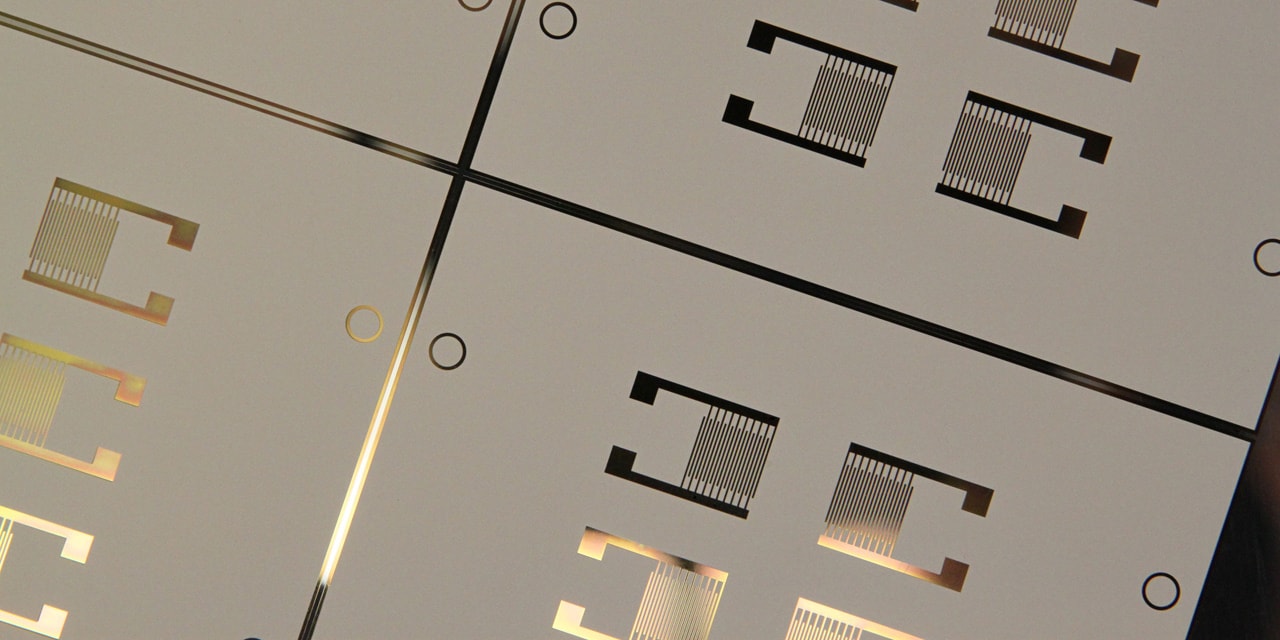
Ce procédé permet d'atteindre des précisions inégalées. Les tolérances sont de +/- 3 µm pour une épaisseur de 3 à 80 µm. En électroformage, il est possible de réaliser des ouvertures plus fines que l'épaisseur de la matière. Pour des applications optiques, nous effectuons également des traitements de surface noirs sur une ou deux faces.
Épaisseur 50µm
Fente 60µm
Traitement noir une face

Épaisseur 25µm
Barreau 90µm
Ouverture carrée 110µm
Traitement noir une face
.jpg)
Épaisseur 30µm
Barreau 100µm

Épaisseur 15µm
Barreau 70µm
Pourquoi faire appel à l'électrodéposition ?
- Un procédé additif qui permet de construire la pièce atome par atome garantissant ainsi une précision micrométrique inégalée
- La possibilité de réaliser des formes extrêmement complexes, des barreaux ultrafins et des ouvertures de très petite taille
- Une technique offrant une absence totale de bavure, d'amorce de rupture et de zone affectée thermiquement
- Des outillages photographiques peu coûteux
- Une grande flexibilité en cas de modification de la pièce
- Des délais de réalisation courts
- Un procédé réalisable en nickel ou en cuivre avec la possibilité d'y associer un traitement noir optique
Quel sont les atouts de l'électrodéposition par rapport à d'autres procédés ?
A côté de l'électrodéposition et de la découpe chimique, il existe d'autres procédés de découpe des métaux : la découpe laser, l'emboutissage, la découpe au fil ou encore celle au jet d'eau. Certains procédés conviennent à des feuillards très fins et d'autres à des tôles plus épaisses. Les uns sont compatibles avec la production en grande série, les autres sont plus adaptés pour des faibles volumes. La précision et la qualité de découpe varient également d'une technique à l'autre. L'électroformage offre une précision hors pair et une qualité de découpe parfaite. Aucun autre procédé ne permet de réaliser des ouvertures aussi petites.

Épaisseur 30µm
Barreau 100µm
Ouverture carrée 400µm
Épaisseur 110µm
Fente 100µm
Traitement noir deux faces
Afin de vous faciliter le choix du procédé le mieux adapté à votre besoin, nous avons établi un tableau qui permet une comparaison rapide entre les six différents procédés de fabrication en résumant les avantages et inconvénients de chaque technique selon quatre critères : la quantité des pièces à produire, l'épaisseur du métal, la qualité de découpe et la précision obtenue. Outre une excellente qualité de découpe, l'électrodéposition offre la meilleure précision sur métaux fins (nickel et cuivre) et une grande flexibilité pour des volumes allant du prototype à la série.
| Quantité | Electro-déposition | Découpe laser | Outil à suivre | Découpe au fil par électroérosion |
Découpe jet d'eau | Découpe chimique |
|---|---|---|---|---|---|---|
| Prototype ou petite série | TRÉS ADAPTÉ |
TRÉS ADAPTÉ |
NON ADAPTÉ |
ADAPTÉ SUIVANT NOMBRE D'OUVERTURE |
TRÉS ADAPTÉ |
TRÉS ADAPTÉ |
| Moyenne série | TRÉS ADAPTÉ |
ADAPTÉ |
NON ADAPTÉ |
ADAPTÉ SUIVANT NOMBRE D'OUVERTURE |
ADAPTÉ |
TRÉS ADAPTÉ |
| Grande série | ADAPTÉ |
PEU ADAPTÉ |
TRÉS ADAPTÉ |
PEU ADAPTÉ |
PEU ADAPTÉ |
ADAPTÉ |
| Matière | Electro-déposition | Découpe laser | Outil à suivre | Découpe au fil par électroérosion |
Découpe jet d'eau | Découpe chimique |
|---|---|---|---|---|---|---|
| Compatibilité matière fine | OUI |
NON |
OUI |
NON |
NON |
OUI |
| Compatibilité matière épaisse | NON |
OUI |
OUI |
OUI |
OUI |
MOYENNE |
| Matière dure | SEULEMENT NICKEL ET CUIVRE |
COMPATIBLE |
PAS TOUJOURS COMPATIBLE |
PAS TOUJOURS COMPATIBLE |
PAS TOUJOURS COMPATIBLE |
COMPATIBLE |
| Qualité de découpe | Electro-déposition | Découpe laser | Outil à suivre | Découpe au fil par électroérosion |
Découpe jet d'eau | Découpe chimique |
|---|---|---|---|---|---|---|
| Bavures | SANS |
AVEC |
AVEC |
AVEC |
AVEC |
SANS |
| Amorces de ruptures | SANS |
SANS |
AVEC |
MOYENNE |
MOYENNE |
SANS |
| Zones affectées thermiquement | SANS |
AVEC |
SANS |
AVEC |
SANS |
SANS |
| Précision et flexibilité |
Electro-déposition | Découpe laser | Outil à suivre | Découpe au fil par électroérosion |
Découpe jet d'eau | Découpe chimique |
|---|---|---|---|---|---|---|
| Précisions standard (% de l'épaisseur matières) |
+/- 5% |
+/- 5% |
+/- 10% |
+/- 10% |
+/- 25% |
+/- 10% |
| Finesse des barreaux | TRÉS ADAPTÉ |
PEU ADAPTÉ |
PEU ADAPTÉ |
PEU ADAPTÉ |
ADAPTÉ |
TRÉS ADAPTÉ |
| Modifications de forme | FACILE |
FACILE |
CHER ET DÉLAI LONG |
FACILE |
FACILE |
FACILE |