Electroforming:
a tremendously accurate additive process
a tremendously accurate additive process
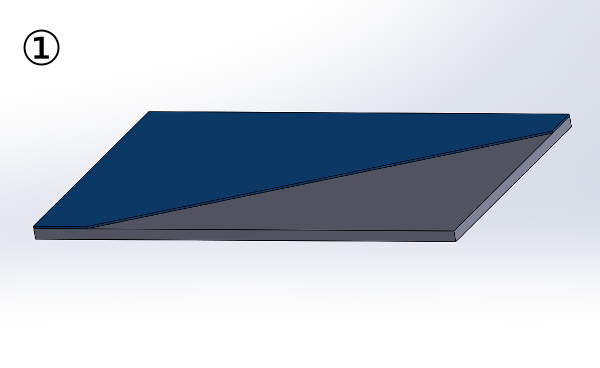
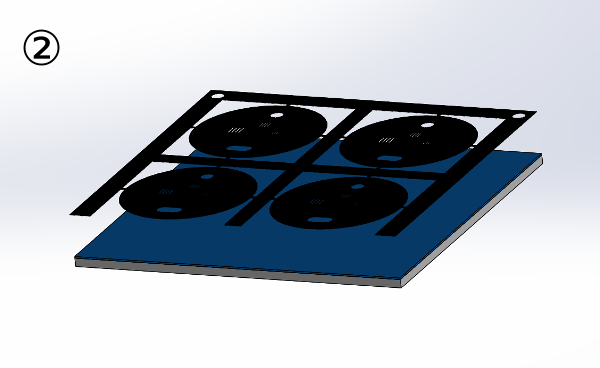
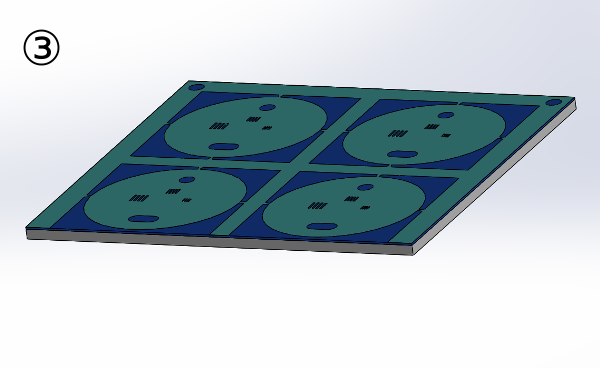
How does electroforming work?
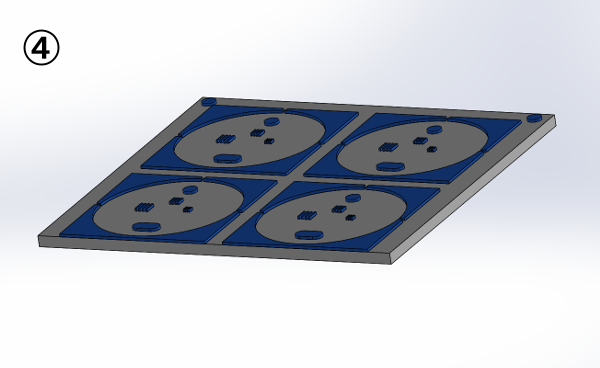
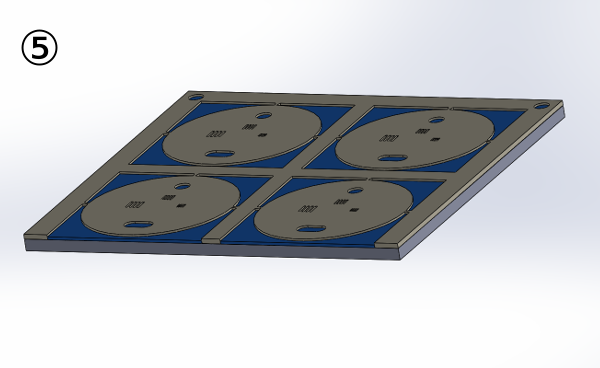
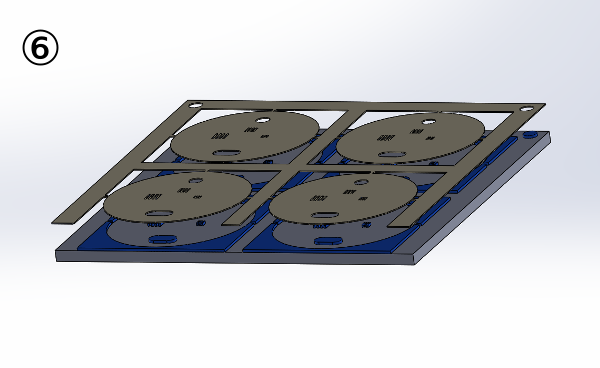
A cleaned mandrel is coated with a photo sensitive material to UV light ➀. The image of the part to manufacture is transferred by insolation on the mandrel through a photo-tool as a mask ➁ ➂ . During the development of the image, the non-exposed areas to be plated are removed ➃. The electrodeposition of metal atoms on the matrix is made by electrolysis to build the parts ➄. Separation from the mandrel of the electroformed product completes the manufacturing process ➅.
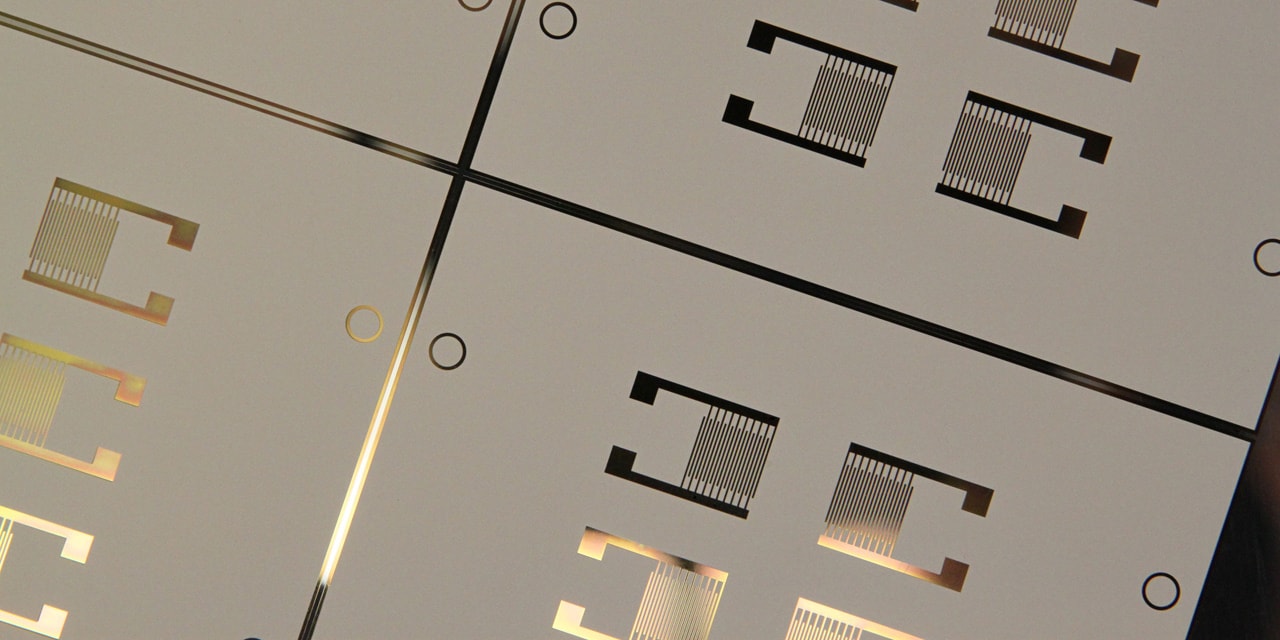
With electroforming unrivalled accuracy can be achieved: close-tolerance of +/- 3 µm with 3 up to 80 µm thickness. It enables to achieve openings narrower than electrodeposition's thickness. For optical applications, we can offer deep black surface treatment on one or both sides of the product.
Thickness 50µm
Fence 60µm
One side black
surface treatment

Thickness 25µm
Dam 90µm
Aperture 110µm
One side black
surface treatment
.jpg)
Thickness 30µm
Dam 100µm

Thickness 15µm
Dam 70µm
How does electroforming work?
- An additive process enables to build the part atom-by-atom which ensures unrivalled micrometric accuracy.
- Compatible with extreme complex shape, very narrow dam and very small opening.
- A unique technology that guarantees burrs and stress free, no break point and no heat-affected zone (HAZ).
- Low tooling cost.
- High flexibility in case of design modification.
- Short manufacturing time.
- A process available for nickel or copper materials and compatible with an optical black surface treatment.
What are the advantages of electroforming compared to alternative processes?
Electroforming and chemical etching compete with alternative cutting processes: laser cutting, stamping, wire EDM and water jet cutting. Some processes are suitable for very thin metal strips and some others for thick metal sheets. Some are best suited for mass production and some for samples or medium quantities. The cutting quality and accuracy depend on the selected process.

Thickness 30µm
Dam 100µm
Aperture 400µm
Thickness 110µm
Fence 100µm
Both sides black surface treatment
Electroforming is characterized by an unrivalled accuracy. No other process offers the same high performance: very complex shapes, perfect cutting quality, extreme narrow dams and very small openings.
| Quantities | Electroforming | Laser cutting | Stamping | Wire EDM | Water jet cutting | Photo etching |
|---|---|---|---|---|---|---|
| Samples or small quantities | VERY SUITABLE |
VERY SUITABLE |
NOT ADEQUATE TOO EXPENSIVE |
ADEQUATE BUT DEPENDS ON THE NUMBER OF OPENING |
VERY SUITABLE |
VERY SUITABLE |
| Medium quantities | VERY SUITABLE |
ADEQUATE |
NOT ADEQUATE TOO EXPENSIVE |
ADEQUATE BUT DEPENDS ON THE NUMBER OF OPENING |
ADEQUATE |
VERY SUITABLE |
| Big quantities | ADEQUATE |
NOT ADEQUATE TOO SLOW |
VERY SUITABLE |
NOT ADEQUATE TOO SLOW |
NOT ADEQUATE TOO SLOW |
ADEQUATE |
| Material | Electroforming | Laser cutting | Stamping | Wire EDM | Water jet cutting | Photo etching |
|---|---|---|---|---|---|---|
| Compatibility with thin material | YES |
NO |
YES |
NO |
NO |
YES |
| Compatibility with thick material | NO |
YES |
YES |
YES |
YES |
MEDIUM |
| Hardness of material | ONLY NICKEL AND COPPER |
COMPATIBLE |
NOT ALWAYS COMPATIBLE |
NOT ALWAYS COMPATIBLE |
NOT ALWAYS COMPATIBLE |
COMPATIBLE |
| Cutting quality | Electroforming | Laser cutting | Stamping | Wire EDM | Water jet cutting | Photo etching |
|---|---|---|---|---|---|---|
| Burrs | NONE |
WITH |
WITH |
WITH |
WITH |
NONE |
| Stress and breaking point | NONE |
NONE |
WITH |
MEDIUM |
MEDIUM |
NONE |
| Heat-affected zone (HAZ) | NONE |
WITH |
NONE |
WITH |
NONE |
NONE |
| Accuracy and flexibility | Electroforming | Laser cutting | Stamping | Wire EDM | Water jet cutting | Photo etching |
|---|---|---|---|---|---|---|
| Average accuracy (% of the thickness) | +/- 5% |
+/- 5% |
+/- 10% |
+/- 10% |
+/- 25% |
+/- 10% |
| Narrow dams | VERY SUITABLE |
NOT ADEQUATE TOO SLOW |
NOT ADEQUATE TOO SLOW |
NOT ADEQUATE TOO SLOW |
SUITABLE |
VERY SUITABLE |
| Design changes | EASY |
EASY |
EXPENSIVE AND TIME CONSUMING |
EASY |
EASY |
EASY |